- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
- Esperanto
- Afrikaans
- Català
- שפה עברית
- Cymraeg
- Galego
- Latviešu
- icelandic
- ייִדיש
- беларускі
- Hrvatski
- Kreyòl ayisyen
- Shqiptar
- Malti
- lugha ya Kiswahili
- አማርኛ
- Bosanski
- Frysk
- ភាសាខ្មែរ
- ქართული
- ગુજરાતી
- Hausa
- Кыргыз тили
- ಕನ್ನಡ
- Corsa
- Kurdî
- മലയാളം
- Maori
- Монгол хэл
- Hmong
- IsiXhosa
- Zulu
- Yoruba
- অসমীয়া
- ଓଡିଆ
- Punjabi
- پښتو
- Chichewa
- Samoa
- Sesotho
- සිංහල
- Gàidhlig
- Cebuano
- Somali
- Тоҷикӣ
- O'zbek
- Hawaiian
- سنڌي
- Shinra
- Հայերեն
- Igbo
- Sundanese
- Lëtzebuergesch
- Malagasy

Jak vám může pásová válcovna pomoci zajistit konzistentní tloušťku, rovinnost a kvalitu povrchu v měřítku?
Abstraktní
A pásová válcovnaje často výhoda „make or-break“ pro zpracovatele cívek a výrobce, kteří potřebují stabilní kontrolu tloušťky, opakovatelnou rovinnost a čistou povrchovou úpravu – bez neustálých prostojů nebo zmetků. Přesto se mnoho kupujících potýká se stejnými bolestmi hlavy: nekonzistentní rozchod napříč délkou svitku, tvarové vady, které vyvolávají stížnosti zákazníků, časté stopy po válcování, pomalé změny a rutiny údržby, které zkracují výrobní čas.
Tento článek rozebírá, jak moderní válcovna pásů řeší tyto problematické body, na jakých specifikacích skutečně záleží, když porovnáváte možnosti, a jak namapovat cíle vašich produktů (materiál, rozsah tloušťky, tolerance, výkon) na správnou konfiguraci válcovny. Najdete zde také praktický kontrolní seznam, rozhodovací tabulku a často kladené otázky určené pro skutečné nákupní týmy a inženýry závodu.
Obsah
- Obrys
- Běžné body bolesti kupujícího
- Co skutečně dělá pásová válcovna
- Klíčové výkonnostní cíle, které chrání vaši marži
- Výběr správné konfigurace frézy
- Integrace mlýna do vaší linky
- Jak udržet kvalitu stabilní po dlouhou dobu
- Údržba, která nezabije výkon
- Kontrolní seznam kupujících před podpisem
- FAQ
- Další krok
Obrys
- Identifikujte produkční problémy, které se snažíte odstranit (šrot, reklamace, úzká místa).
- Převést požadavky zákazníků na měřitelné valivé cíle (tolerance, rovinnost, povrchová úprava).
- Přizpůsobte svůj materiál a rozsah tloušťky uspořádání frézy a úrovni automatizace.
- Naplánujte si podpůrné systémy (regulace tahu, chladicí kapalina, filtrace, řízení válců, zpětný ráz).
- Zajistěte údržbu: rychlá výměna role, dostupná hydraulika a předvídatelné náhradní díly.
Běžné body bolesti kupujícího
Pokud hodnotíte pásovou válcovnu, pravděpodobně to neděláte pro zábavu – děláte to proto, že vás něco bolí. Zde jsou nejčastější problémy, které chtějí kupující řešit, a kolik obvykle stojí v reálném provozu:
- Nekonzistence měřidla: Posun tloušťky přes cívku vede k přepracování, snížení kvality materiálu nebo vyřazení šarží.
- Vady rovinnosti a tvaru: vlny, středová přezka, přezka na hraně nebo nesoulad korunky způsobují problémy při lisování, řezání, svařování nebo tvarování.
- Povrchové značky: škrábance, chvění, vměstky nebo špatné mazání se projevují jako stížnosti zákazníků – zejména u viditelných dílů.
- Pomalé přechody: dlouhé změny rolí, nestabilita nastavení nebo ruční ladění plýtvají hodinami každý týden.
- Vysoká zmetkovitost při náběhu: první část každé cívky se stává „zbytkem nastavení“, protože ovládací prvky a napětí nejsou nastaveny dostatečně rychle.
- Odstávka kvůli překvapením údržby: těsnění, ložiska, chladicí systémy nebo hydraulické problémy, které nejsou určeny pro rychlý servis.
- Náklady na energii a spotřební materiál se plíží: neefektivní pohony, špatné řízení chladicí kapaliny a nadměrné opotřebení válců tiše zvyšují náklady na tunu.
Dobrá válcovna pásů nejen válcová kov – snižuje nejistotu. Nejlepší návratnost investic obvykle pochází z menšího počtu nároků zákazníků, vyššího výnosu a stabilní propustnosti, kterou můžete s důvěrou naplánovat.
Co skutečně dělá pásová válcovna
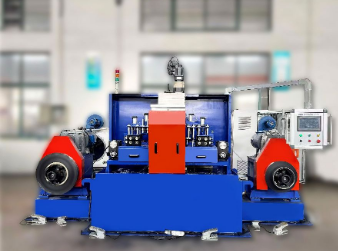
Ve svém jádru válcovací stolice na pásy snižuje tloušťku tím, že kovový pás prochází rotujícími válci pod řízenou silou a tahem. „Řízená“ část je místo, kde se moderní systémy oddělují od starších zařízení.
Ve skutečné výrobě neměníte pouze tloušťku – řídíte:
- Roll sílazasáhnout cílovou měrku bez přetížení součástí.
- Napětípro stabilizaci tvaru pásu a zabránění chvění nebo klouzání.
- Kontrola rovinnostiaby se zabránilo tvarovým vadám, které ničí následné zpracování.
- Stav povrchuprostřednictvím kvality válce, dodávky chladicí kapaliny a filtrace.
- Tepelné chováníprotože teplo ovlivňuje expanzi role a stabilitu tloušťky v průběhu času.
To je důvod, proč by kupující měli uvažovat o mlýně jako o systému: konfigurace stojanu, automatizace, pohony, hydraulika, chladicí kapalina/filtrace a manipulace s cívkami, to vše přispívá ke konečné kvalitě a provozuschopnosti.
Klíčové výkonnostní cíle, které chrání vaši marži
Když týmy porovnávají válcovny, často se zaměřují na maximální válcovací sílu nebo rychlost linky. Ty jsou důležité, ale skutečnými rozdíly jsou výkonnostní cíle spojené s přijetím zákazníků a interním výnosem.
- Tolerance tloušťky: Jak důsledně můžete držet měřidlo od hlavy k patě a přes šířku pásu?
- Plochost: Dokážete udržet tvar v rámci požadavků zákazníka na tvarování bez neustálého zásahu?
- Povrchová úprava a čistota: Dokážete udržet stabilní povrch bez stop po válcování, šmouh nebo defektů maziva?
- Stabilita na dlouhých tratích: Zůstává výkon stabilní i po hodinách výroby, nebo se mění s teplotou a opotřebením válců?
- Opakovatelnost přepínání: Dokážete rychle změnit produkty a vrátit se ke stabilní výrobě s minimálním zbytkem nastavení?
Praktickým způsobem hodnocení válcovny pásů je položit si jednu otázku:Na čem přestaneme ztrácet peníze, až tento mlýn poběží?Toto uspořádání udržuje diskusi zaměřenou na výsledky, nejen na specifikace.
Výběr správné konfigurace frézy
Různé konfigurace fréz existují z nějakého důvodu: váš materiál, rozsah tloušťky, šířka a cílová povrchová úprava ovlivňují to, co bude fungovat nejlépe. Použijte níže uvedenou tabulku pro sladění vaší aplikace s typickými volbami fréz.
| Cíl aplikace | Typický směr mlýna | Proč to sedí | Pozor Outs |
|---|---|---|---|
| Obecná redukce tloušťky s mírnou tolerancí | 4-vysoký stojan / obracecí fréza | Vyvážená schopnost pro mnoho ocelí a slitin; flexibilní rozvrhy | Úroveň automatizace je důležitá pro opakovatelnost a nárůst zmetkovitosti |
| Vysoce přesné měřidlo + kontrola rovinnosti | 6-vysoký stojan / pokročilé ovládání rovinnosti | Lepší kontrola tvaru prostřednictvím strategií ohýbání a posouvání | Vyšší složitost; provozuschopnost a školení se stávají kritickými |
| Vysoce výkonná výroba s přísnými dodacími lhůtami | Tandemová linka (více stojanů) | Nepřetržité snižování podporuje vyšší výkon a konzistentní kvalitu | Úsilí o integraci předem; podpůrné systémy musí být robustní |
| Výrobky citlivé na povrch (dekorativní, exponované části) | Zaměření na povrchovou úpravu válce + chladicí kapalinu/filtraci + stabilitu v tahu | Kvalita povrchu silně závisí na čistotě a kontrole mazání | Poddimenzovaná filtrace je častou chybou, která vytváří opakující se závady |
Pokud si nejste jisti, začněte tím, že si zapíšete svůjseznam materiálu(ocel, nerez, hliník, měď atd.),příchozí tloušťka, cílová tloušťkaa vašeho zákazníkakritéria přijetí. Poté vyberte konfiguraci, která dokáže tyto cíle spolehlivě zasáhnout – nejen na papíře.
Integrace mlýna do vaší linky
Mnoho problémů s kvalitou, které jsou obviňovány z celulózky, jsou ve skutečnosti problémy proti proudu nebo po proudu. Válcovna pásů funguje nejlépe, když okolní linka zabraňuje špičkám napětí, povrchové kontaminaci a poškození při manipulaci se svitky.
Mezi běžné integrační prvky patří:
- Výplata a zpětný rázse stabilní schopností tahu.
- Vstupní/výstupní uzdypro jemné doladění napětí a snížení prokluzu.
- Vedení a centrovánípro ochranu hran a zlepšení kontroly tvaru.
- Přívod chladicí kapaliny + filtracepro řízení tepla a udržení čistoty povrchů.
- Kontrolní bodypro rychlé ověření měřidla/tvaru/dokončení bez zastavení linky.
Válcovna GRMobvykle podporuje nákupčí tím, že mapuje tyto subsystémy do řídicí strategie závodu – protože stabilní výroba závisí na celém toku, nejen na stojanu.
Jak udržet kvalitu stabilní po dlouhou dobu
Získat dobrou cívku „jednou“ je snadné. Skutečným testem je udržení kvality napříč směnami, operátory a produktovými mixy. Stabilita obvykle pochází ze tří úrovní kontroly:
- Rychlé ovládání: okamžitá korekce odchylek tloušťky při změně podmínek (zatížení, tah, rychlost).
- Kontrola tvaru: strategie pro snížení přezek a nesouladu korunky dříve, než se stanou zamítnutými.
- Kontrola kontaminace: udržování chladicí kapaliny a povrchů pásů v čistotě, aby se zabránilo opakujícím se skvrnám.
Pokud váš závod bojoval s opakujícími se povrchovými defekty, věnujte velkou pozornost návrhu filtrace, řízení chladicí kapaliny a manipulaci s povrchem válce. Malé částice mohou způsobit „záhadné“ pruhy, které vypadají náhodně, ale opakují se, dokud není zdroj odstraněn.
Údržba, která nezabije výkon
Mlýn, který splňuje specifikace, ale zastavuje výrobu s neustálou údržbou, je špatný obchod. Při hodnocení zařízení hledejte funkce údržby, které snižují prostoje a zlepšují předvídatelnost:
- Rychlý přístup k výměně role: navržené přístupové body, strategie zvedání a podpora zarovnání.
- Dostupné hydraulické komponenty: ventily, těsnění a senzory, které lze opravovat bez většího poškození.
- Jasný plán mazání: centralizované mazání a snadné monitorování snižují překvapení ložisek.
- Logika náhradních dílů: standardizované díly podléhající opotřebení a realistický seznam doporučených náhradních dílů.
- Diagnostika příjemná pro obsluhu: alarmy, které ukazují na příčiny, nejen na příznaky.
Nejlepší frézy pomáhají vašemu týmu přejít od „hašení požárů“ k běžné údržbě. Tato směna sama o sobě často odemkne vyšší týdenní výkon, aniž by se změnila vaše úroveň zaměstnanců.
Kontrolní seznam kupujících před podpisem
- Cíle produktu: seznam materiálů, rozsah šířky, vstupní/cílová tloušťka, tolerance, požadavky na povrch.
- Cíle propustnosti: očekávané tuny/měsíc, typická velikost svitku, plánované směny a očekávání náběhu.
- Ověření kvality: jak budete měřit měřidlo/rovinnost/povrch a kde v lince probíhají kontroly.
- Změna reality: produktový mix, plány rolí a jak rychle potřebujete přejít bez zbytků.
- Utility a půdorys: napájení, přívod chladicí kapaliny, filtrační prostor a instalační omezení.
- Servisní model: uvedení do provozu, školení, dokumentace a plán odezvy pro kritické náhradní díly.
- Rizikový plán: co se stane, když se vynechá tolerance – máte cestu k nápravě bez zastavení výroby?
FAQ
Otázka: Může pásová válcovna zpracovat více materiálů, jako je nerez a hliník?
A:Ano, ale záleží na strategii nastavení. Různé materiály se chovají odlišně při působení síly a tahu a odlišně reagují na mazání a povrchovou úpravu válce. Dobře sladěná konfigurace a strategie řízení sníží počet pokusů a omylů při přepínání produktů.
Otázka: Co způsobuje kolísání tloušťky podél délky cívky?
A:Mezi běžné příčiny patří nestabilní napětí, tepelný drift, opotřebení válců, nekonzistentní tloušťka vstupní cívky a pomalá korekce při změnách rychlosti. Kupující by měli upřednostňovat schopnost stabilního tahu a chování rychlé korekce, aby se snížilo zmetkovitost na hlavě a patě.
Otázka: Proč se objevují tvarové vady, i když je tloušťka správná?
A:Tloušťka může být na cíl, zatímco rovinnost je vypnutá. Tvarové vady často pocházejí z nerovnoměrného zmenšení napříč šířky, vychýlení válců nebo nevyváženosti v tahu. Kontrola rovinnosti a správné vedení jsou klíčem k prevenci přezek a problémů souvisejících s korunkou.
Otázka: Jak snížíme povrchové stopy a škrábance související s rolováním?
A:Začněte správou rolí (povrchová úprava, manipulace, čistota), poté zlepšete dodávku chladicí kapaliny a filtraci, abyste zabránili opětovnému pronikání nečistot do záběru role. Mnoho „náhodných“ značek jsou ve skutečnosti opakovatelné vzory kontaminace.
Otázka: Co bychom měli připravit na instalaci a náběh?
A:Naplánujte si nástroje, uspořádání, školení operátorů a jasný akceptační plán (jak vypadá úspěch v měřitelných hodnotách). Pokud předem definujete cílové produkty a ověřovací kroky, náběh bude rychlejší a méně plýtvání.
Další krok
Pokud váš současný proces ztrácí peníze v důsledku posunu tloušťky, stížností na rovinnost, opakujících se povrchových stop nebo pomalých změn, správně navržená válcovna pásu může tento chaos proměnit v opakovatelný výstup.Válcovna GRMpodporuje zákazníky od přizpůsobení aplikací až po integraci linek, uvedení do provozu a školení operátorů – takže mlýn funguje v reálném světě, nejen v brožuře.
Jste připraveni mluvit o vašem materiálu, cílech tloušťky a výrobních cílech? Kontaktujte nás a řekněte nám, co dnes házíte a co potřebujete hodit dál.